
基于KN95全自动熔接齿模一体刀轴刀锋关键参数的设计与高效加工的研究
发布时间:2020-04-27
针对KN95全自动熔接齿模一体刀轴市面上存在切不断或者能切断但寿命短,不时出现不良产品,影响效率。本文结合cimatronE软件的强大设计及高效加工功能。探索了熔接齿模滚筒刀轴在材料选择和刀口精度上的一整套优化工艺方案,提高了效率保证了品质。
1、引言
在KN95口罩生产工序中,最为关键的部分就是口罩的熔接,它对口罩的过滤效果和密封性具有决定性作用。而熔接最关键的部件就是我们的“神棍”——熔接齿模,主要对口罩边缘进行熔接与裁切。其中多层无纺布热压就需要熔接齿模滚筒刀轴。熔接齿模的加工难度主要体现在:加工时间长,工序多,材料硬度高、精度要求都很高,0.005外圆跳动,0.01全曲面,对设备和工程师来说,都是很大的挑战。Cimatron软件功能强大,编程简单易用,生成的刀具路径高效、安全得到了大家的青睐。其中强大的缠绕开粗后置处理功能,用户只需要简单的三轴编程便可以完成回转体轴类零件的多轴加工。
2、KN95熔接齿模一体刀轴材料选择与刀锋关键参数
经过多次尝试我们总结出刀轴刀锋刃口是裁切的关键,而刃口到齿粒之间要有高度差,而高度差不能超过0.15mm,不能低于0.1mm,同时还要考虑后续热处理变形。一般市面上的DC53、D2模具钢以及DSK11材料在真空热处理后都有0.2mm甚至更高的变形量,这是我们不能接受的。热处理完后的材料硬度达到60HRC,后续工序安排精加工必然提高成本和产品风险。材料是刀轴的基础,非常重要。通过实验我使用LD模具钢,此钢为高强韧性冷作模具钢,上海材料研究所研制。LD钢具有较高的强韧性和耐磨性,高的抗弯强度,冷、热加工的工艺优良,热处理畸变小,通用性强。使用寿命比原用钢种(Cr12MoV、W18Cr4V、W6Mo5Cr4V2、Cr12、GCr15、9SiCr)成倍甚至十余倍地提高。刀刃刃口宽度我们总结出在0.14-0.15mm为最佳参数。低于此参数刀锋不耐用,高于0.15mm无纺棉熔切不断,出现拉丝。如图1所示。


熔切不断拉丝 熔切无毛边合格
图1 熔切效果图
3、KN95熔接齿模一体刀轴的加工工艺分析
零件KN95熔接齿模,加工位置有:滚花齿、刻字、键槽、齿型、刀锋刃口。齿模刀锋刃口宽度要一致0.15mm,齿形需要加工拔模斜度避免滚压拉绒布。材料为LD模具钢。毛坯为直径φ80.4mm,留有0.4mm余量。坐标系建立在φ80.4的端面回转中心轴左侧表面。其铣削加工工艺过程为粗加工,半精加工,精加工及雕刻加工。
4、数控多轴加工程序设计
4.1粗加工的程序设计
粗加工以加工效率为目的,根据零件尺寸我们首选择φ6硬质合金涂层立铣刀。刀路轨迹采用平行X轴方向左右来回开粗。精加工齿顶面用到φ6定制两刃平底立铣刀。刀路策略选择CimatronE体积铣/平行粗加工。在此我们要用到的实体3D模型是展开后的平面图形,如图2所示。只要对展开的图形进行三轴编程就简便多了。
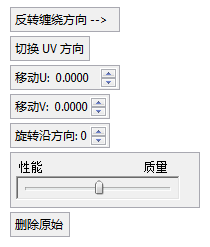
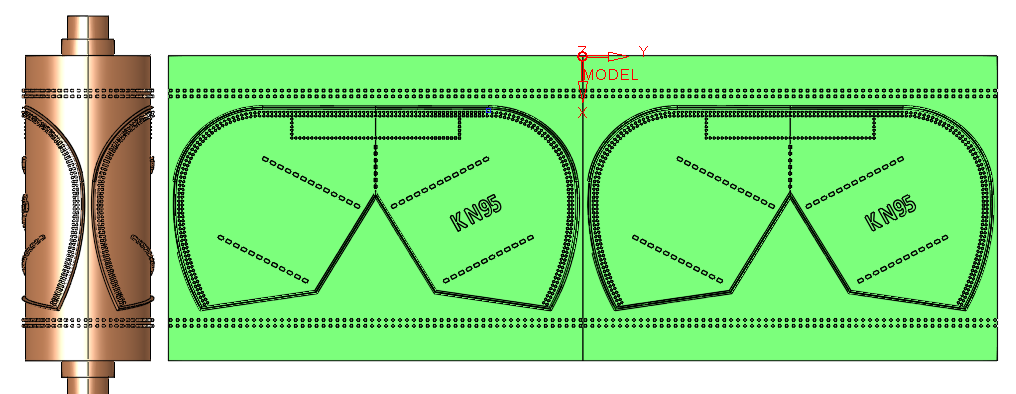
图2 熔接齿模刀轴展开二维图
三轴编程我们用到CimatronE的开粗平行粗加工功能,绕着x轴旋转的4轴机床加工轨迹平行于x轴方向切削,加工效率高,工件变形小。如图3所示。粗加工程序,我们用到软件一个很好的功能,就是为不同区域的曲面留不同余量,软件最多一个程序里为6组面设定不同余量,本案例只把刀口这个关键部位留量0.4,底面不重要直接加工到位,而齿侧面留0.2mm余量。坐标系按照后处理要求我们将加工坐标系放在左上角顶点位置(A轴左手定义的)。如果A轴是按右手定义的则坐标放在左下角。我们依靠侧刃摆动加工。如图4所示,切除大部分的多余材料。留下齿形后安排φ1.平底刀的加工。
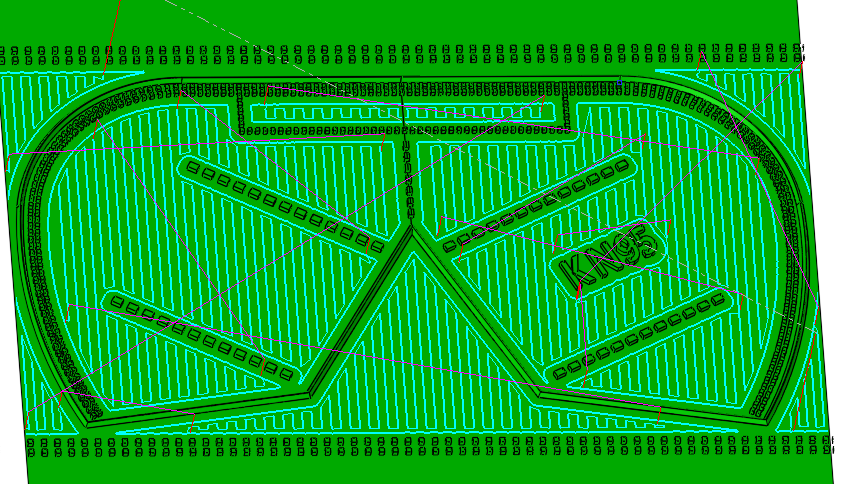
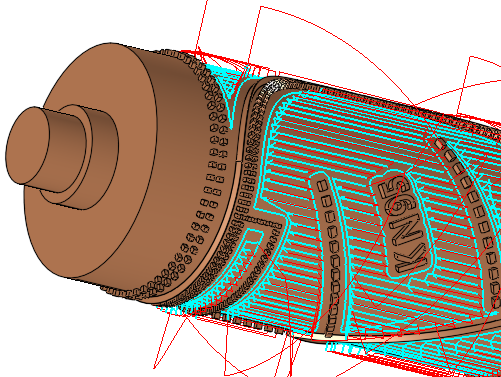
图3 平行粗加工轨迹 图4 刀路轨迹
4.2齿型间的半精加工的程序设计
采用3轴的铣削加工策略,通过软件Wrap功能,路径自动缠绕为4轴刀具路径,图6是局部放大的通过Wrap功能缠绕的刀具4轴路径。刀路轨迹见图5所示。清角程序完全基于剩余毛坯计算,通过专门的残料铣削工艺,使用小的刀具自动去掉上个粗加工程序剩余的残料系统具有精确的毛坯识别能力,即使使用很小的刀具进行切削,只要在刀具要求的切削参数范围内,就不会断刀。
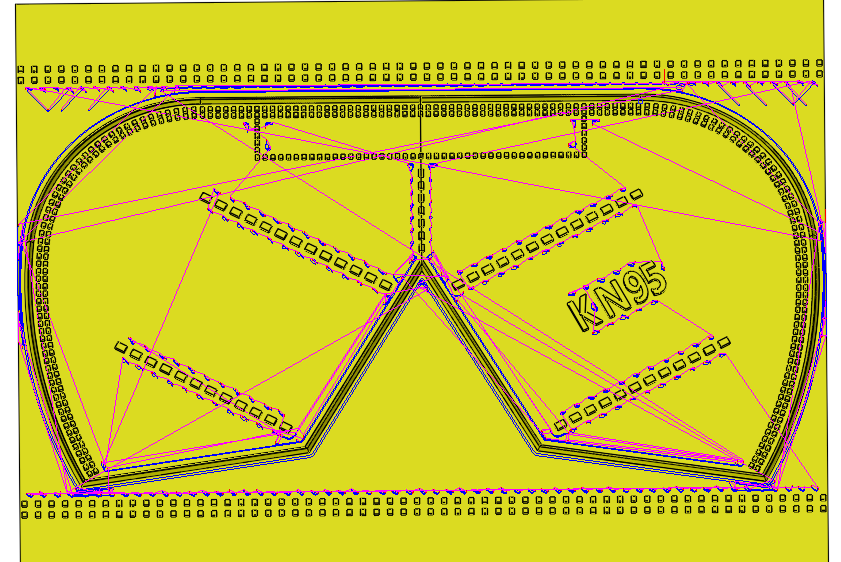
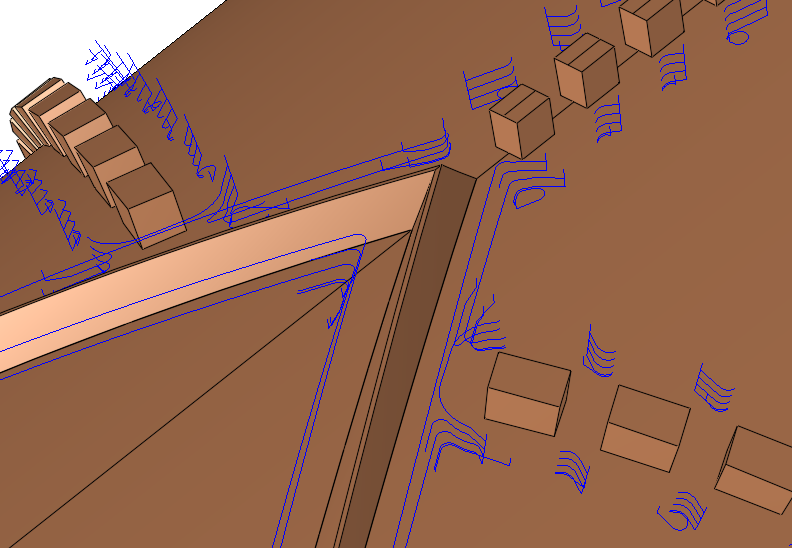
图5 清角2D加工轨迹 图6 4轴清角刀路轨迹
4.3熔接齿的精加工的程序设计
齿侧壁的展开图是直面,使用2.5轴的轮廓铣精加工策略,通过软件Wrap功能,路径自动缠绕为4轴刀具路径,图7是2.5轴轮廓铣刀具路径,采用圆弧进退刀。图8是缠绕4轴后的刀路轨迹。此程序有个编程选择加工轮廓时,一次可以选择很多个轮廓(几百个),编程效率高。
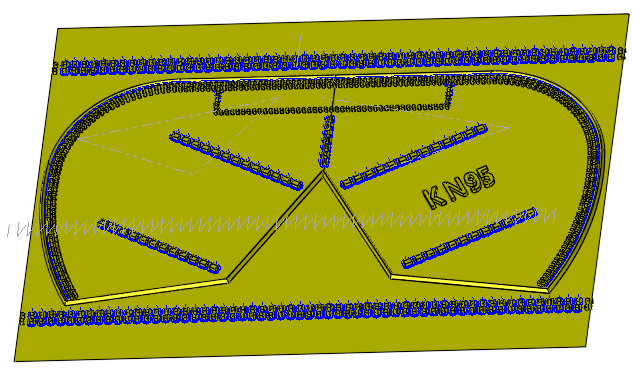
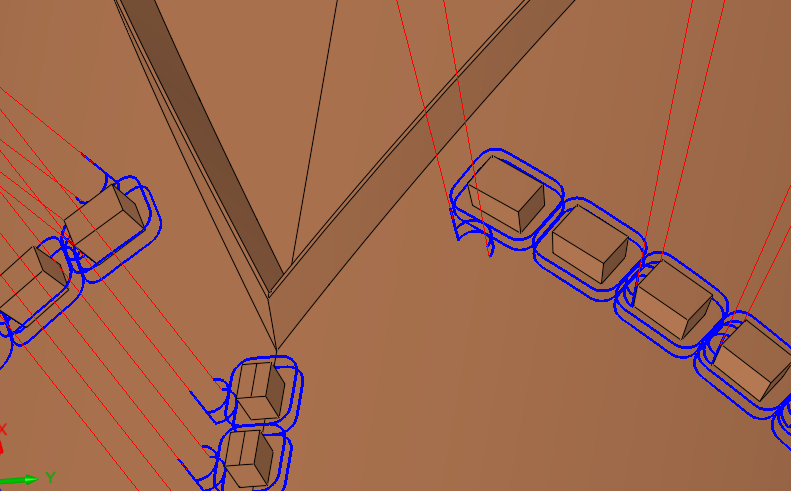
图7 侧壁2D精加工 图8 4轴加工侧壁刀路轨迹
4.4刀口的精加工程序:
这部分是关键工艺,要求比较严格,这部分的几何使用缠绕程序加工,精度达不到使用
要求,用Cimatron软件自带的四轴加工策略,如图9所示。使用锥形刀具精加工,提高加工效率和加工质量。刀具路径点距离根据要求来设定,已达到质量要求。软件具有很强的4轴加工策略,提供多样的铣削工艺、强大的多轴控制和干涉检查。四轴精加工轨迹如图10所示。
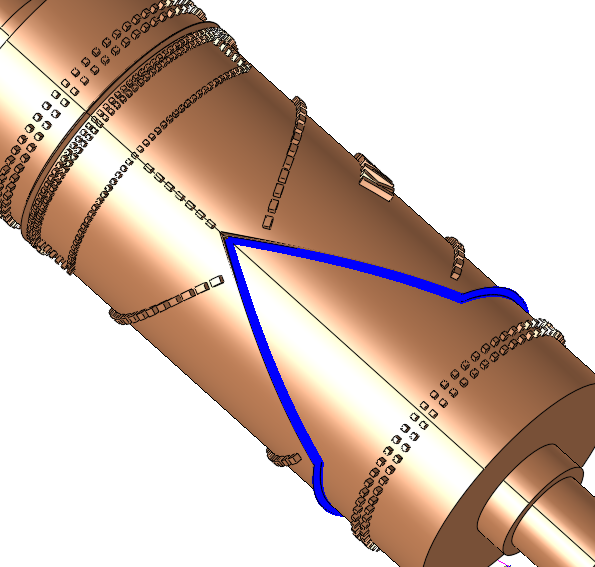
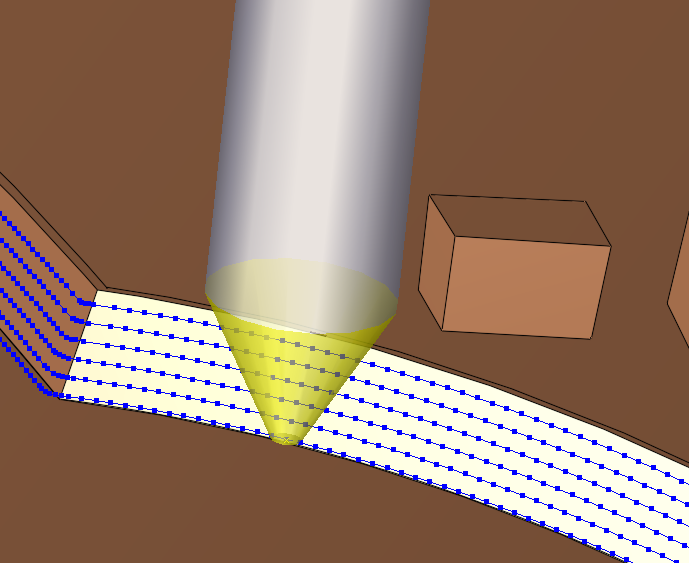
图9 四轴策略精加工 图10 4轴加工刀口局部放大图
4.5上机床加工
将准备好的刀具依次放入加工中心刀库,首件需要逐条程序检测验证优化。完成加工后不要急着下机,要通过检测打表无误后方可下机,开始批量生产。图11上机加工效果(工件在工作台还没有卸下来),图12为熔接齿模滚筒刀轴经过热处理后,上线完成的口罩成品。
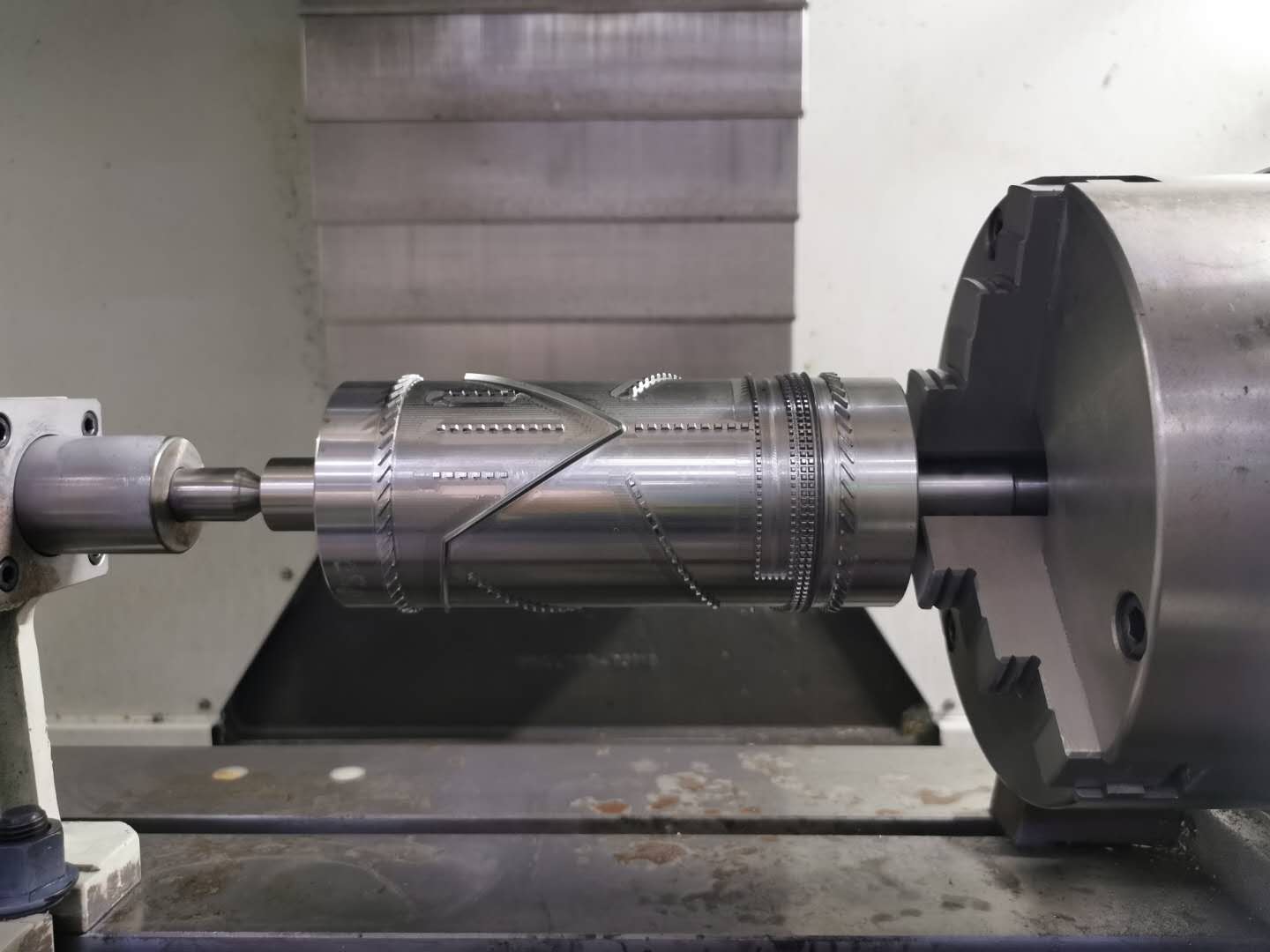

图11上机加工效果 图12上线加工的半成品
5、结束语
CimatronE高效的粗加工、强大的缠绕后处理在辊子类零件的加工方面是非常实用的,通过实际加工零件,效果非常不错。目前正在批量化生产中。
参考文献:
[1]朱建荣,赵南生,董来祥.TPE软胶注射模设计与制造[J].模具制造,2012,12(07):59-62.
[2]尹国杰,谢明星,程庆.基于Moldflow的TPE包覆成型分析[J].广州化工,2012,40(11):124-125+145.
[3]何柏海.汽车前保左右加强件注塑流动平衡优化研究[J].塑料工业,2018,46(06):52-57.
[4]于洋,王夏丹,李林阳,卢宇.基于MPI的无人机固定翼浇口优化设计[J].塑料科技,2017,45(12):87-91.
[5]龚光军.注射模设计中的CAD/CAE技术应用分析[J].电脑知识与技术,2017,13(18):234-235+237.
[6]段亮亮,党新安,杨立军,杜二超.基于UG前盖注塑模设计及模流分析[J].中国塑料,2013,27(07):94-97.
作者简介:魏文强,本科,讲师/实验师,主要从事数控多轴编程与模具数字化设计研究。E-mail:155353882@qq.com。
程国飞,硕士研究生,讲师/工程师,主要从事塑料成型工艺与模具数字化设计研究。E-mail:744265744@qq.com。
测试社区